
锯切进给采用压力控制,通过调速阀调节,实现无极调速锯切线速度钢筋锯床采用变频器控制,调节控制方便 锯带液压手动张紧 主传动采用大功率减速机,动力强,可靠性高,长时间工作运转采用PLC钢筋锯床可编控制器,工作性能好采用液压驱动滑台式送料,送料方便,快速升降导向采厂商真的很好用用进口线性导轨,运行精度高 可配置自钢筋锯床动排屑装置,实现锯屑自动收集 龙门结构钢筋锯床,刚性好.钢筋笼绕筋机数控通电后的检查:(1)先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。(2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。(3)CNC装置的各种参数。包括参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。(4)当数控装置与机床联机通电时,应在接通电源的同时,作好紧急停止按钮的,以备出现紧急情况时随时切断电源。(5)在手动状态下,低速进给各个轴,并且注意观察机床方向和坐标值显示是否正确。
 jmc1
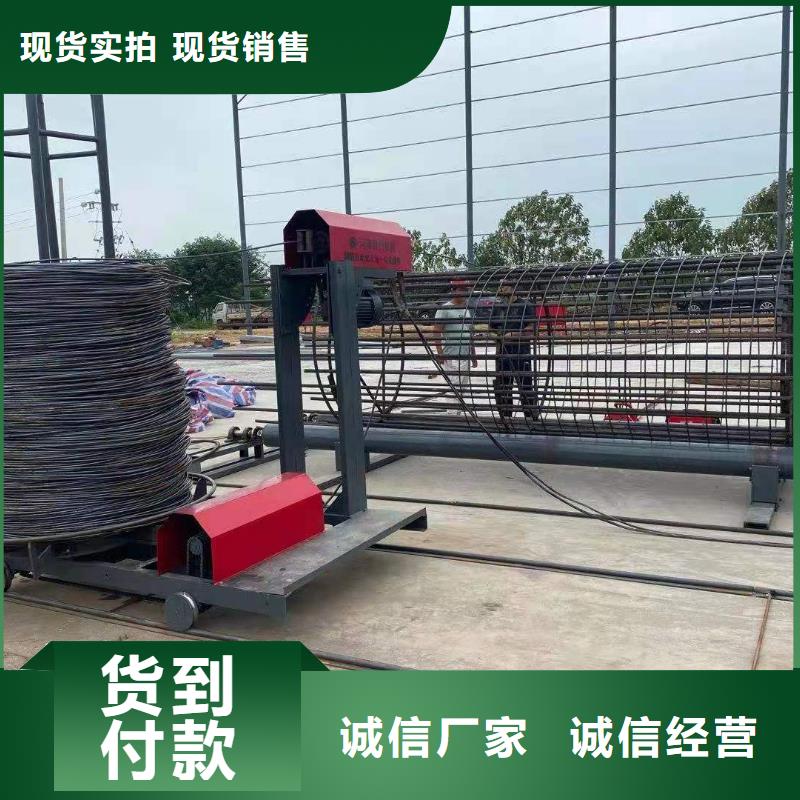
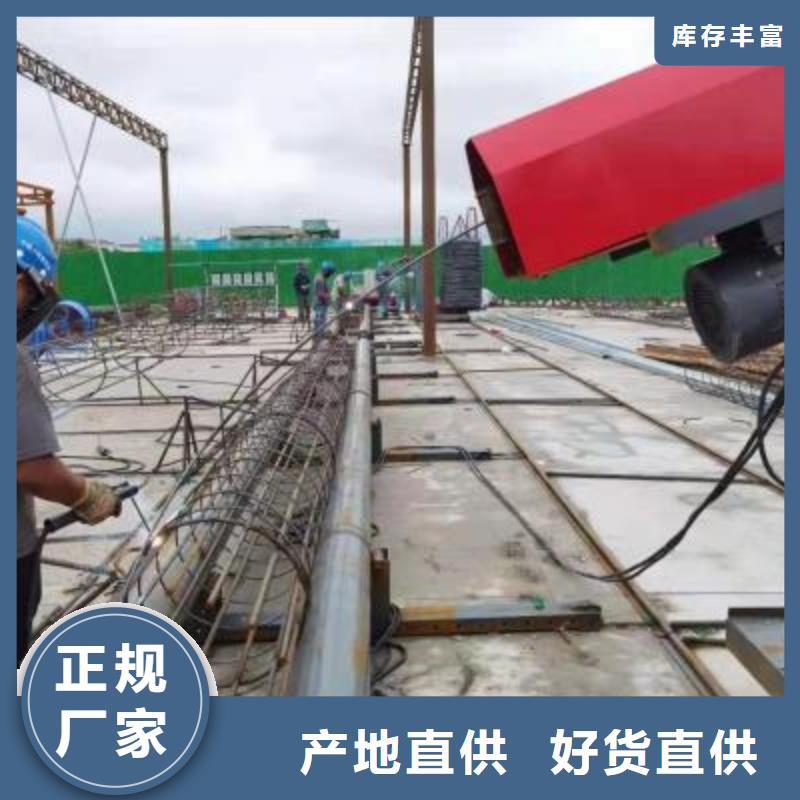
建贸钢筋笼绕筋机的使用代替了原有的手工,为我国桥梁和高铁的加工研发生产提供了极大的好处,为了让你们更加熟悉这种设备,下述就让大家来看看对于它的工作原理和亮点说明。设备操作简单、人性化,单人可作业;主筋间距误差小,能控制在1cm之内;一米之内盘筋间距误差可控制在5mm以内;配备二氧化碳保护焊,耗材损耗量少;可制作双盘筋、双主筋高要求钢筋笼产品;线作业,每班3人即能正常设产钢筋笼;套筒连接及对焊连接的主筋可以直接上设备制作;熟练工人使用设备研发生产,效率高;自动上料,降下来工人劳动强度;单段不超过12米,吊装、运输方便;零部件研发寿命长,备件更换简单快捷;全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
jmc1
建贸钢筋笼绕筋机的使用代替了原有的手工,为我国桥梁和高铁的加工研发生产提供了极大的好处,为了让你们更加熟悉这种设备,下述就让大家来看看对于它的工作原理和亮点说明。设备操作简单、人性化,单人可作业;主筋间距误差小,能控制在1cm之内;一米之内盘筋间距误差可控制在5mm以内;配备二氧化碳保护焊,耗材损耗量少;可制作双盘筋、双主筋高要求钢筋笼产品;线作业,每班3人即能正常设产钢筋笼;套筒连接及对焊连接的主筋可以直接上设备制作;熟练工人使用设备研发生产,效率高;自动上料,降下来工人劳动强度;单段不超过12米,吊装、运输方便;零部件研发寿命长,备件更换简单快捷;全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
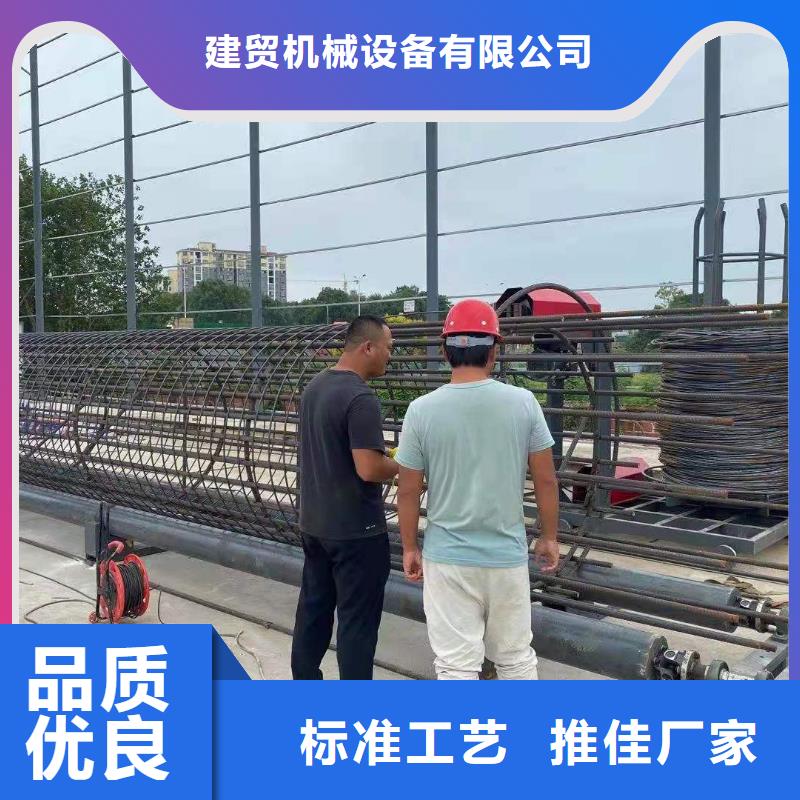
 建贸机械设备有限公司
泰州钢筋笼地滚机厂家服务至上
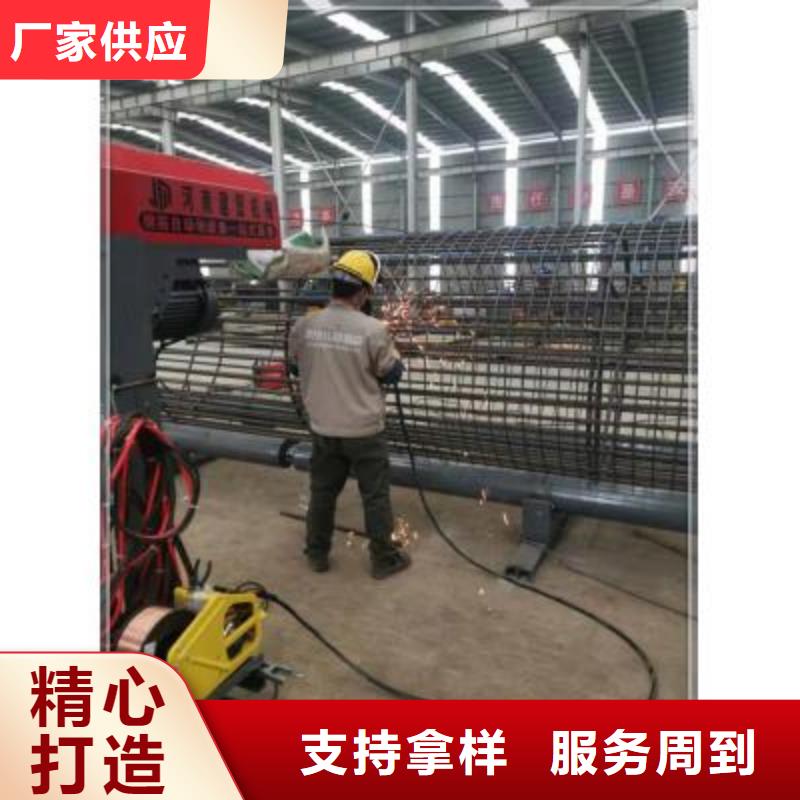
搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的小搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、绕筋机铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
建贸机械设备有限公司
泰州钢筋笼地滚机厂家服务至上
搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的小搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、绕筋机铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
 钢筋笼绕筋机优势1,钢筋笼绕筋机加工范围广,适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因为设备功能影响钢筋笼设计或不能上机生产。2,机械化作业不受人为因素影响,长时间工作可稳定不变。质量稳定。3,钢筋笼绕筋机做出的产品结构紧凑,造型美观。4,成型速度快,待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。5,流水线作业形式,独立施工不受工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。
钢筋笼绕筋机优势1,钢筋笼绕筋机加工范围广,适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因为设备功能影响钢筋笼设计或不能上机生产。2,机械化作业不受人为因素影响,长时间工作可稳定不变。质量稳定。3,钢筋笼绕筋机做出的产品结构紧凑,造型美观。4,成型速度快,待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。5,流水线作业形式,独立施工不受工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。
| 最小起订 | 1 |
|---|---|
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 长葛 |
| 产品产地 | 长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 长葛 |
| 产品重量 | 4吨 |
| 产品颜色 | 红 |
| 质保时间 | 一年 |
| 外形尺寸 | 4*15米 |
| 适用领域 | 高速高铁 |
| 是否进口 | 否 |
| 产品功率 | 15千瓦 |
